
ISO Maintenance Standards: A Guide for Manufacturers

Felipe Borja
Co-founder & CEO
ISO Maintenance Standards: A Guide for Manufacturers
Understand ISO 55000, ISO 14224, and ISO 13381 — the core ISO standards for maintenance — and how manufacturers can apply them on the plant floor.
Introduction
For maintenance leaders in manufacturing, ISO standards can feel like a parallel universe: abstract documents written far from the production line. But the standards that matter most for maintenance are surprisingly practical. They describe how to manage assets, how to collect reliability data, and how to predict failures before they disrupt production.
This guide covers the ISO maintenance standards that most manufacturers need to know — ISO 55000, ISO 14224, and ISO 13381 — and shows how connected operations platforms help plant teams meet these requirements without adding bureaucracy.
What ISO Standards Are and Why They Matter for Maintenance
ISO standards are internationally agreed specifications developed by the International Organization for Standardization. They consolidate expert consensus on how to do something consistently and well — whether that is managing quality, protecting worker safety, or keeping industrial assets reliable.
ISO standards are technically voluntary, but many industries treat them as de facto requirements. Customers use them to qualify vendors. Insurance underwriters use them to assess risk. Regulators reference them when writing local rules. For LATAM manufacturers serving OEMs or exporting to North America and Europe, ISO alignment often decides whether a plant wins the contract at all.
For maintenance specifically, ISO standards offer three things:
- A common language. Terminology, metrics, and processes that travel across countries, plants, and shifts.
- A reference model. A structured way to think about asset lifecycles, reliability data, and condition monitoring.
- Audit-ready evidence. Clear expectations for what to document and how to prove it during certification audits.
The Core ISO Standards for Industrial Maintenance
Three standards — or families of standards — carry the most weight for maintenance teams in manufacturing.
The ISO 55000 Series: Asset Management
The ISO 55000 family governs how organizations manage physical assets across their entire lifecycle — from acquisition to operation, maintenance, and eventual decommissioning. It is the most strategic of the maintenance-relevant standards because it treats assets as value-generating resources, not just equipment.
ISO 55000 — Overview, principles, and terminology. The entry point to the series. It introduces core concepts such as asset, asset system, asset portfolio, and asset management system. This is the document that helps maintenance leaders, finance, and operations align around shared definitions.
ISO 55001 — Management systems: Requirements. The certifiable standard. It defines the requirements for building and running an asset management system, including governance, risk management, performance evaluation, and continual improvement. Plants that certify against ISO 55001 demonstrate a structured approach to asset reliability — not just a reactive maintenance team.
ISO 55002 — Guidelines for applying ISO 55001. A practical companion with examples and techniques for implementation. It is particularly useful for maintenance managers who understand the "what" of ISO 55001 but need help with the "how."
What it looks like on the floor. Every critical asset has a documented lifecycle record — commissioning date, operating context, criticality ranking, maintenance history, cost over time, and retirement plan. Decisions about overhauls, replacements, and spare parts are tied to that record, not to memory or tribal knowledge.
ISO 14224: Collecting Reliability and Maintenance Data
ISO 14224 focuses on one of the most overlooked aspects of maintenance: data quality. It specifies how to collect, code, and exchange reliability and maintenance data for industrial equipment.
Although originally developed for the petroleum, petrochemical, and natural gas industries, its framework is general enough to adapt to most manufacturing sectors — including automotive, food and beverage, pharmaceuticals, and metals processing.
What the standard expects:
- Equipment is classified into standardized taxonomies (system → subsystem → component).
- Failures are described using consistent categories: failure mode, failure mechanism, failure cause, severity.
- Maintenance activities are recorded with enough detail to calculate reliability metrics such as MTBF (Mean Time Between Failures) and MTTR (Mean Time to Repair).
- Data is structured so it can be aggregated and compared across sites, assets, and timeframes.
Without this discipline, every technician logs failures in their own way, and the resulting data is useless for analysis. With it, maintenance teams can benchmark reliability across plants, identify bad actors, and justify capital investments with hard numbers — the foundation of any credible preventive maintenance program.
ISO 13381: Condition Monitoring and Prognostics
ISO 13381 addresses condition monitoring and diagnostics — the predictive side of maintenance. Instead of waiting for equipment to fail or replacing parts on fixed intervals, condition-based maintenance uses sensor data, inspections, and analytics to estimate when a failure is likely and intervene just in time.
The standard provides a framework for:
- Selecting the right indicators for each asset class — vibration, temperature, lubricant condition, acoustic emissions, current signatures, and more.
- Interpreting those indicators using severity thresholds and trend analysis.
- Forecasting remaining useful life and making maintenance decisions based on projected failure points.
Part 1 (general guidelines) is published. Additional parts covering performance-based approaches, life cycle techniques, and remaining useful life models are in development.
Condition monitoring is what turns maintenance from a cost center into a reliability function. For manufacturers competing on cost and uptime against global OEMs, that shift is often the difference between profitable and unprofitable operations.
ISO Audits: How Compliance Is Verified
ISO standards are only as useful as the evidence that backs them up. Audits are the mechanism that transforms paper-based compliance into real-world practice. Three audit types cover most scenarios:
First-party (internal) audits. Conducted by the organization itself to check its own systems. These are the most frequent and — when done well — the most valuable. They surface gaps before external auditors arrive.
Second-party audits. Conducted by a customer on a supplier, or by one department on another. Common in automotive supply chains, where OEMs audit tier-one suppliers for IATF 16949 and supporting ISO standards.
Third-party audits. Conducted by accredited certification bodies. If the audit is passed, the organization receives a formal certificate. These are the audits that appear in regulatory filings, bid packages, and customer-facing claims.
For maintenance teams, the common denominator is traceability. Auditors want to see that work was scheduled, executed, documented, and reviewed — and that deviations led to corrective action. This is where most legacy maintenance setups break down: the work was done, but the paper trail is scattered across spreadsheets, notebooks, and messaging apps. A structured process audit program is the foundation for surviving that scrutiny.
How Connected Operations Platforms Support ISO Compliance
Meeting ISO requirements sustainably — not just on the morning of an audit — requires a system that captures the right data as a byproduct of daily work. Zeltask is designed around this principle.
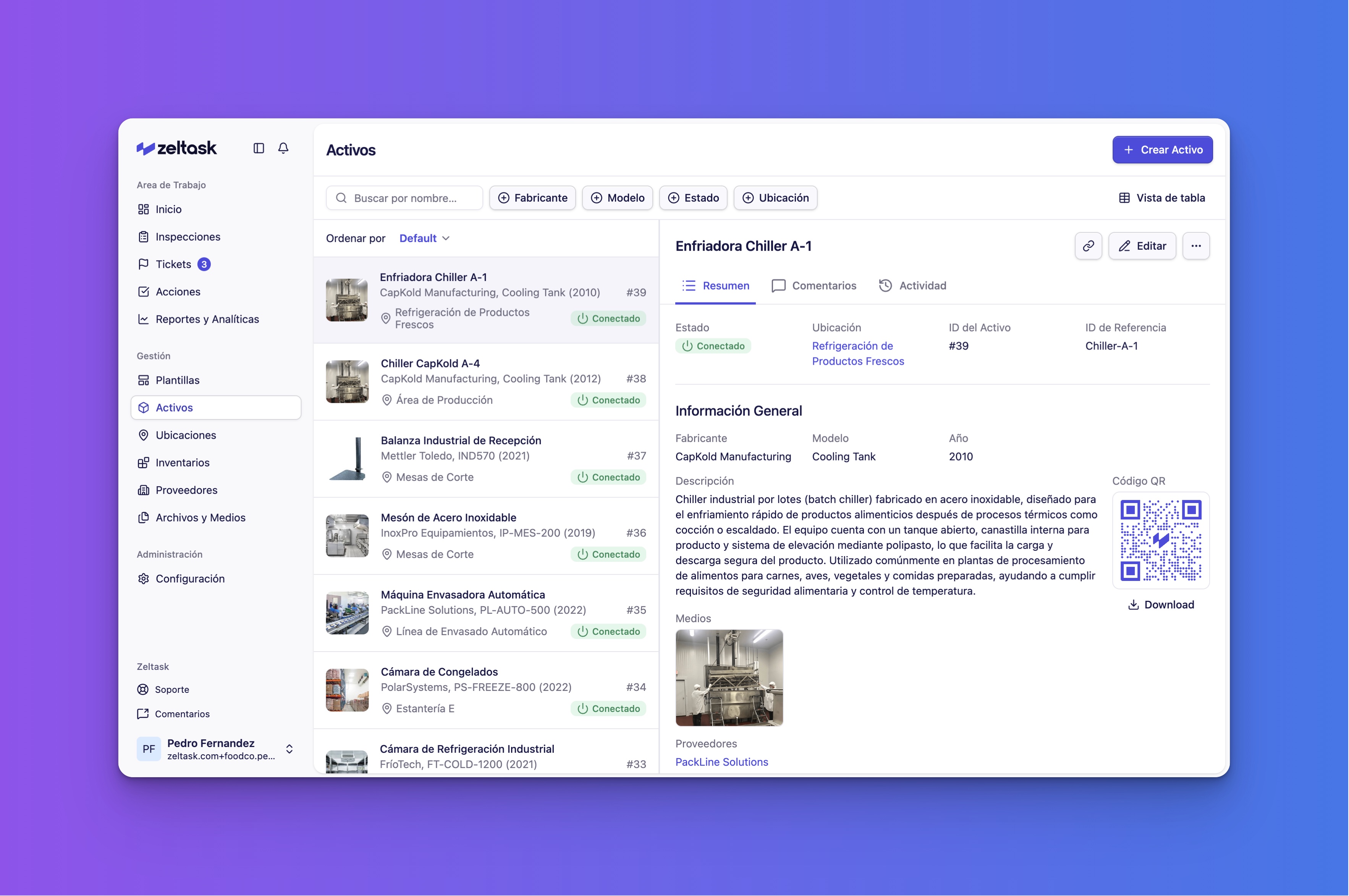
- Asset lifecycle records aligned with ISO 55000. Every asset in the Assets module carries a full history: criticality, location, maintenance activity, status changes, and downtime. Online, Offline (Planned), and Offline (Unplanned) statuses are tracked over time, giving maintenance leaders the lifecycle view ISO 55001 requires.
- Structured reliability data aligned with ISO 14224. Actions and Work Orders are categorized, linked to assets, and timestamped. MTBF and MTTR are calculated automatically from the underlying events, eliminating the manual spreadsheets that make ISO 14224 compliance painful.
- Condition-based maintenance workflows aligned with ISO 13381. Scheduled inspections capture condition indicators on a cadence. Anomaly detection flags patterns that deviate from expected behavior, and auto-generated work orders turn those signals into planned interventions — before failure occurs.
- Audit-ready evidence for every review. Inspections attach photos, notes, and timestamps. Tickets link deviations to corrective actions and verification inspections. When an auditor asks for evidence, it is already there, structured and searchable.
When maintenance, quality, and safety workflows live in the same platform, the information that ISO standards require is generated automatically by the work teams already do on the floor — a core benefit of connected frontline teams.
A Practical Checklist for Maintenance Leaders
Use this short checklist to evaluate where your plant stands against the core ISO maintenance standards.
ISO 55000 alignment
- Every critical asset has a unique identifier, criticality ranking, and documented lifecycle.
- Maintenance decisions are tied to total cost of ownership, not just immediate budget pressure.
- Asset performance is reviewed at a defined cadence with the leadership team.
ISO 14224 alignment
- Failures are logged using consistent categories across technicians and shifts.
- MTBF and MTTR are calculated per asset and reviewed monthly.
- Reliability data can be filtered by site, line, and asset class without a manual rebuild.
ISO 13381 alignment
- Critical assets have defined condition indicators and thresholds.
- Scheduled inspections verify those indicators and record the values.
- Deviations from expected behavior automatically trigger follow-up work orders.
Audit readiness
- Evidence for scheduled work is stored alongside the work itself, not in a separate archive.
- Deviations, corrective actions, and verifications are linked together.
- An auditor can reconstruct the full maintenance history of any critical asset in under 30 minutes.
If any of these boxes remain unchecked, ISO compliance is happening by individual effort, not by design. A connected operations platform closes those gaps.
Common Mistakes to Avoid
Treating ISO as a documentation exercise. Some plants produce thousands of pages of procedures but cannot show a single completed inspection for a critical asset. Auditors look for evidence of use, not just existence of documents.
Chasing certification before the basics work. Certifying a broken system produces a certificate and a false sense of security. Stabilize the foundations — structured work orders, reliable data capture, traceable inspections — first.
Relying on heroics. If compliance depends on one person remembering to update a spreadsheet every Friday, the system will fail the first time that person goes on vacation. Build compliance into the daily workflow, not into individual willpower.
Ignoring the feedback loop. ISO standards all emphasize continual improvement. If audit findings, deviations, and reliability data do not feed into a structured continuous improvement process, the organization is recording problems without solving them.
Conclusion
ISO maintenance standards are not regulatory theater. At their core, they describe how a disciplined maintenance organization operates: assets managed across their lifecycle, reliability data captured with rigor, condition monitoring used to prevent failures, and audits that verify practice matches intent.
For manufacturers competing for global contracts — especially LATAM plants serving North American and European customers — that discipline is a commercial asset. And when the underlying system is built around connected operations instead of disconnected spreadsheets, ISO compliance stops being an annual sprint and becomes a natural output of how work already gets done.
Call to Action
Ready to see how Zeltask can support ISO-aligned maintenance in your plant? Schedule a demo and discover how connected operations work in practice.
Written by
Felipe Borja
Co-founder & CEO
Felipe Borja studied Business Administration at Adolfo Ibáñez University in Chile and earned an MBA from Leipzig University in Germany. At Zeltask, he is responsible for everything related to marketing and working with our clients.